
1分钟前 新疆的客户咨询了客服
1分钟前 云南的客户咨询了客服
1分钟前 南阳的客户咨询了客服
2分钟前 广州的客户咨询了客服
2分钟前 玉林的客户咨询了客服
2分钟前 青海的客户咨询了客服
3分钟前 济南的客户咨询了客服
3分钟前 朝阳的客户咨询了客服
3分钟前 广州的客户咨询了客服
4分钟前 辽阳的客户咨询了客服
4分钟前 河北的客户咨询了客服
4分钟前 揭阳的客户咨询了客服
4分钟前 佛山的客户咨询了客服
4分钟前 贵阳的客户咨询了客服
5分钟前 上海的客户咨询了客服
5分钟前 安徽的客户咨询了客服
5分钟前 太原的客户咨询了客服
7分钟前 德州的客户咨询了客服
7分钟前 唐山的客户咨询了客服
7分钟前 浙江的客户咨询了客服
7分钟前 江苏的客户咨询了客服
8分钟前 梧州的客户咨询了客服
8分钟前 德阳的客户咨询了客服
8分钟前 合肥的客户咨询了客服
8分钟前 泰州的客户咨询了客服
8分钟前 东莞的客户咨询了客服
8分钟前 肇庆的客户咨询了客服
9分钟前 贵州的客户咨询了客服
9分钟前 盐城的客户咨询了客服
1小时前 江门的客户咨询了客服
1小时前 安阳的客户咨询了客服
1小时前 汕尾的客户咨询了客服
1小时前 宜昌的客户咨询了客服
1小时前 泉州的客户咨询了客服
2小时前 无锡的客户咨询了客服
2小时前 邢台的客户咨询了客服
1分钟前 云南的客户咨询了客服
1分钟前 南阳的客户咨询了客服
2分钟前 广州的客户咨询了客服
2分钟前 玉林的客户咨询了客服
2分钟前 青海的客户咨询了客服
3分钟前 济南的客户咨询了客服
3分钟前 朝阳的客户咨询了客服
3分钟前 广州的客户咨询了客服
4分钟前 辽阳的客户咨询了客服
4分钟前 河北的客户咨询了客服
4分钟前 揭阳的客户咨询了客服
4分钟前 佛山的客户咨询了客服
4分钟前 贵阳的客户咨询了客服
5分钟前 上海的客户咨询了客服
5分钟前 安徽的客户咨询了客服
5分钟前 太原的客户咨询了客服
7分钟前 德州的客户咨询了客服
7分钟前 唐山的客户咨询了客服
7分钟前 浙江的客户咨询了客服
7分钟前 江苏的客户咨询了客服
8分钟前 梧州的客户咨询了客服
8分钟前 德阳的客户咨询了客服
8分钟前 合肥的客户咨询了客服
8分钟前 泰州的客户咨询了客服
8分钟前 东莞的客户咨询了客服
8分钟前 肇庆的客户咨询了客服
9分钟前 贵州的客户咨询了客服
9分钟前 盐城的客户咨询了客服
1小时前 江门的客户咨询了客服
1小时前 安阳的客户咨询了客服
1小时前 汕尾的客户咨询了客服
1小时前 宜昌的客户咨询了客服
1小时前 泉州的客户咨询了客服
2小时前 无锡的客户咨询了客服
2小时前 邢台的客户咨询了客服
奇石数控切割机设备使用说明书 第三章第二节 切割操作

SH400/SH280 使用说明书
专业奇石数控线切割机设备
3.2 切割操作(共四个步骤)
3.2 切割操作(共四个步骤)

步骤一:设备切割中心点
1、按手柄上的【Y+】或者【Y-】键(如上图3-9),将线移动到料子的中心位置(如上图3-10),
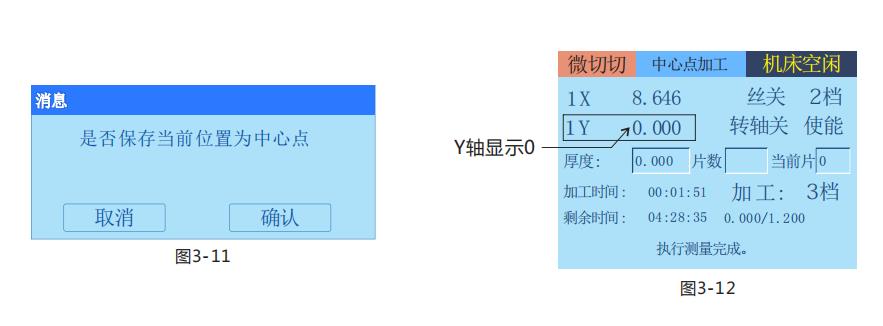
2、再按住【切换键】不放 +【回机床零】键,这时会弹出一个消息窗口“是否保存当前位置为中心”(如下图3-11),按手柄上的【确认】键即可,
3、再按一下【装载数据】键,之后按【确认键】,手柄屏上的Y轴会显示为0,说明中心点已经设置好(如下图3-12)。
2、再按住【切换键】不放 +【回机床零】键,这时会弹出一个消息窗口“是否保存当前位置为中心”(如下图3-11),按手柄上的【确认】键即可,
3、再按一下【装载数据】键,之后按【确认键】,手柄屏上的Y轴会显示为0,说明中心点已经设置好(如下图3-12)。
SH400/SH280 使用说明书
专业奇石数控切割机设备
步骤二:设置切割厚度
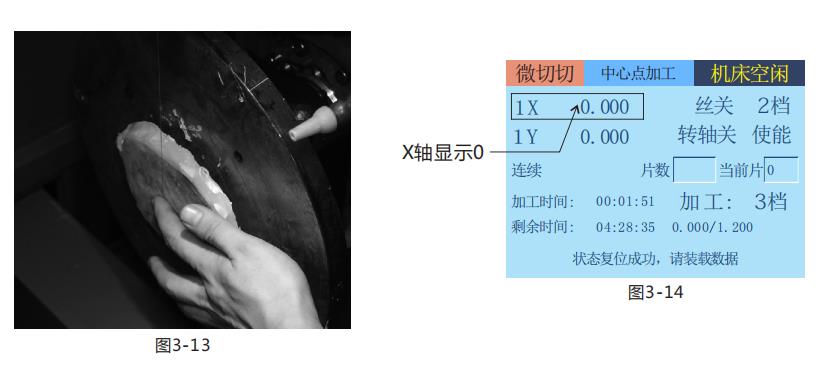
1、 按 1 手柄上的【X+】或者【X-】键,将线移至贴紧料子(如图3-13)后,再按【复位】键,此时X轴清零(如图3-14所示)
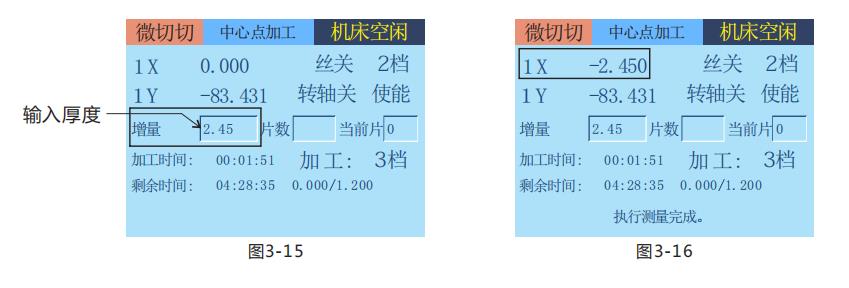
2、按【Y-】键将线移到料子边缘外,按【增量距离】键,再按【切换】键,这时按手柄键上的数字键可在增量框内输入要切的厚度,假如要切2mm的厚度,直接输入2.45(输入的数值要加上线的损耗,如果用的是0.38mm线,常规损耗是0.38-0.45mm,取最大值0.45mm)(如图3-15)
3、输入完数值后,按【确认】键,再按一下【X-】键,此时X轴上的会显示你输入的2.45(如图3-16)。
4、设置好厚度后,增量框的厚度已经不需作再设置了,再按一下【增量距离】键,此时就是已关闭增量框输入页面
步骤三:设置切入点
1、按【转轴开关】键,让转盘转动起来,找到料子的哪个位置适合作为切割入点后,按一下【转轴开关】键,转盘即停止,通过按【Y+】或者【Y-】键移动线,让线与料子靠近,线与料子不要完全贴紧,留适量距离,如图3-17,再按【转轴开关】键让转盘转起来,观察线是否碰到子,如果有,再按【Y-】键将线往后移动一点即可。此时手柄上Y轴显示:-84.42(如图3-18),说明料子的半径为84.42。再按一下【转轴开关】键将转盘停止转动。
2、调整丝线档位与加工档位
2、调整丝线档位与加工档位
丝线速度档位调整:通过手柄上的【丝线加速】与【丝线减速】键来调整。
丝线的开关:通过按【丝线开关】键来控制。
加工速度档位调整:按住【切换】+【加工增速】键或者【切换】+【加工减速】键控制高低。
步骤四:开始切割
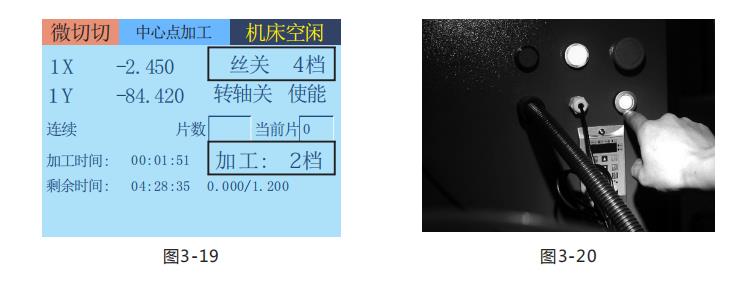
1、将丝线调到4档,加工档调至2档(如图3-19),当料子完全切进去以后,可以将加工档位调至3档或者4档(加工速度取决于切割料子的软硬度)
2、设置好切割中心点,切割厚度,切入点,丝线档位,加工档位以后,可以开始切割,按手柄上的【装载数据】键,再按【确认】键。
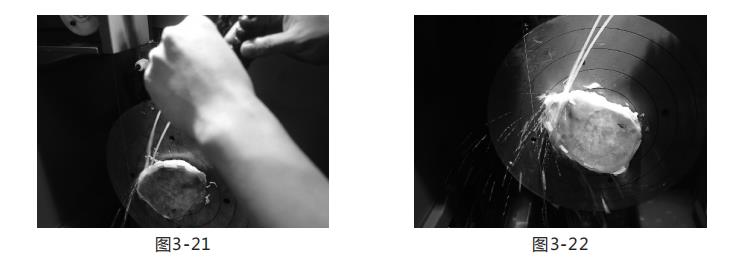
3、在开始加工前将“淋水管开关”打开(如上图3-20),按下去绿色灯亮了表示已打开。再将淋水管喷水口对准料子的切口间隙处(如图 3-21)。
4、最后按手柄上的【开始加工】键后就是开始切割了。
4、最后按手柄上的【开始加工】键后就是开始切割了。

以上内容由广州升海线切机源头厂家编辑,转载请标注来源(http://www.gzshsk.com)

